Non-linear Viscoelastic Dynamic Properties of Polymer, Rubber and Elastomer Materials
Static testing of materials as per ASTM D412, ASTM D638, ASTM D624 etc can be cate- gorized as slow speed tests or static tests. The difference between a static test and dynamic test is not only simply based on the speed of the test but also on other test variables em- ployed like forcing functions, displacement amplitudes, and strain cycles. The difference is also in the nature of the information we back out from the tests. When related to poly- mers and elastomers, the information from a conventional test is usually related to quality control aspect of the material or the product, while from dynamic tests we back out data regarding the functional performance of the material and the product.
Tires are subjected to high cyclical deformations when vehicles are running on the road. When exposed to harsh road conditions, the service lifetime of the tires is jeopardized by many factors, such as the wear of the tread, the heat generated by friction, rubber aging, and others. As a result, tires usually have composite layer structures made of carbon-filled rubber, nylon cords, and steel wires, etc. In particular, the composition of rubber at different layers of the tire architecture is optimized to provide different functional properties. The desired functionality of the different tire layers is achieved by the strategical design of specific viscoelastic properties in the different layers. Zones of high loss modulus material will absorb energy differently than zones of low loss modulus. The development of tires utilizing dynamic characterization allows one to develop tires for smoother and safer rides in different weather conditions.

Figure Locations of Different Materials in a Tire Design
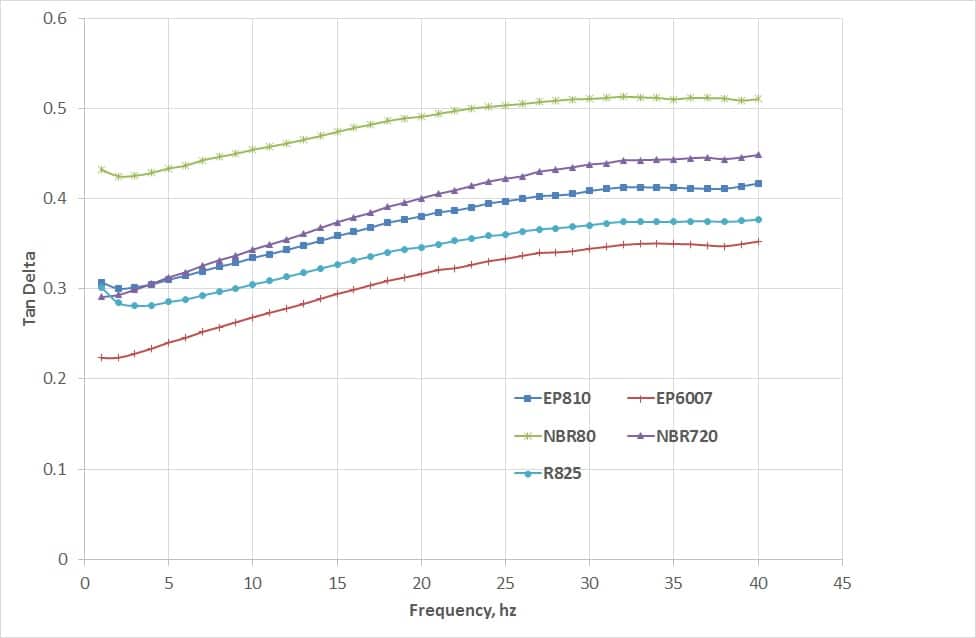
The dynamic properties are also related to tire performance like rolling resistance, wet traction, dry traction, winter performance and wear. Evaluation of viscoelastic properties of different layers of the tire by DMA tests is necessary and essential to predict the dynamic performance. The complex modulus and mechanical behavior of the tire are mapped across the cross section of the tire comprising of the different materials. A DMA frequency sweep
test is performed on the tire sample to investigate the effect of the cyclic stress/strain fre- quency on the complex modulus and dynamic modulus of the tire, which represents the viscoelastic properties of the tire rotating at different speeds. Significant work on effects of dynamic properties on tire performance has been carried out by Ed Terrill et al. at Akron Rubber Development Laboratory, Inc.
Non-linear Viscoelastic Tire Simulation Using FEA
Non-linear Viscoelastic tire simulation is carried out using Abaqus to predict the hysteresis losses, temperature distribution and rolling resistance of a tire. The simulation includes several steps like (a) FE tire model generation, (b) Material parameter identification, (c) Material modeling and (d) Tire Rolling Simulation. The energy dissipation and rolling re- sistance are evaluated by using dynamic mechanical properties like storage and loss modu- lus, tan delta etc. The heat dissipation energy is calculated by taking the product of elastic strain energy and the loss tangent of materials. Computation of tire rolling is further carried out. The total energy loss per one tire revolution is calculated by;
Ψdiss = ∑ i2πΨiTanδi, (.27)
i=1
where Ψ is the elastic strain energy,
Ψdiss is the dissipated energy in one full rotation of the tire, and
Tanδi, is the damping coefficient.

The temperature prediction in a rolling tire shown in Fig (2) is calculated from the loss modulus and the strain in the element at that location. With the change in the deformation pattern, the strains are also modified in the algorithm to predict change in the temperature distribution in the different tire regions.